欢迎访问邓氏钢材官方网站!

咨询服务电话:
0714-6286581
欢迎访问邓氏钢材官方网站!
0714-6286581

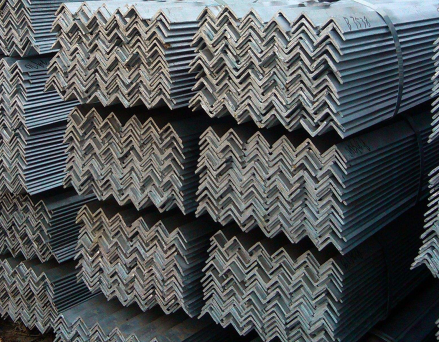
1、镀锌角钢经再结晶退火轧制成型后,应进行再结晶退火,以稳定镀锌角钢的几何尺寸,减少淬火变形。再结晶退火温度为550-650℃,保温1-1.5小时后空冷,少量可用盐浴炉,多台连续电阻炉控制气氛。
2、盐浴炉淬火加热时,用铁丝将镀锌角铁均匀捆扎或将镀锌角铁放在心轴上加热。在加热过程中,镀锌角钢的表面需要进行氧化脱碳处理。盐浴应仔细脱氧。也可在气氛控制的箱式炉中加热。加热温度保持在850℃±10℃,保温10~15分钟,淬火油完全冷却。
3、回火淬火后可二次回火。必须先进行矫正回火。一般来说,修改后的回火温度应比最终回火温度低约 20°C。保温 10-15 分钟,然后在烤箱中风冷。之后,进行最终回火。对镀锌角钢进行尺寸校正后,将镀锌角钢安装在回火夹具上进行最终回火。回火夹具应保证镀锌角钢的节距和自由长度符合要求。回火温度保持在420℃±10℃,时间30-35分钟,炉内水冷。
4、为了提高镀锌角钢的疲劳强度,应进行喷丸处理。子弹直径为Φ0.3-0.5mm。使用压缩空气射流时,压缩空气压力为0.4~0.5Mpa,使用离心式喷丸机进行喷丸时,线速度为70m/s,喷丸后的镀锌角钢使用寿命更长。翻了一倍多。
 当前位置:
当前位置: